

اگر در صنعت فولاد و یا در بازار آهن آلات فعال باشید، به طور یقین نام ورق اسید شویی به گوش شما خورده است. ورقی که معمولاً از ورق سیاه (نورد گرم) گرانتر و از ورق روغنی (نورد سرد) ارزانتر است. برای اینکه بدانید چرا به این نوع ورق، ورق اسید شویی گفته میشود و اصلاً چرا و به چه روشی اسید شویی انجام میشود با ما همراه باشید.
مشاهده کنید : فرآیند تولید ورق سیاه (نورد گرم)
منظور از اسید شویی چیست؟
اسید شویی، فرایندی است بهمنظور حذف پوستههای ایجاد شده روی سطح ورق که بر اثر فرایند نورد گرم انجام میشود. بهطور کلی هدف از انجام این فرآیند، رسیدن به کیفیت سطحی مطلوب برای ورود به عملیات نورد سرد و تولید ورق روغنی است. اما ممکن است کارخانههای کوچکی که محصولات نورد سرد مانند لوله، قوطی، نبشی، ناودانی و… تولید میکنند، بهجای خرید ورق نورد سرد ورق اسید شویی را به دلیل قیمت پایینتر آن خریداری کنند و خودشان فرایند نورد سرد را در زمان تولید محصولات عملیاتی کنند.
در فرایند اسید شویی چه چیزی حذف میشود؟

در این فرآیند، اکسید آهنی که در دمای بالا ایجاد شده (پوسته یا scale )، طی یک فرآیند دیگر حرف میشود. پوسته از لحاظ شیمیایی بسیار شبیه به زنگ زدگی است، چرا که پوسته هم از پیوند آهن و اکسیژن با آرایش مولکولی متفاوت تشکیل شده است. همانند زنگ زدگی، پوسته نیز بر روی سطح فولاد ایجاد میشود، یعنی جایی که آهن در معرض هوا قرار میگیرد.
اما این پوسته ها معمولا یک تفاوت بزرگ با اکسید آهن دارند و آن این است که پوسته در دمای بالا تشکیل میشود. با گذر زمان، این پوسته عمق بیشتری در فولاد پیدا میکند و سرعت رشد آن نیز با افزایش دما بهسرعت افزایش پیدا میکند. برای مثال، تختالها در دستگاه پرداخت نورد گرم زمانی که از کوره پیش گرم خارج میشوند، ضخامت یک لایه از پوسته آنها به بیش از 1/8 اینچ میرسد.
بهطور معمول لایه عادی پوسته، یا “پوشش پوسته”، که با اسید شستشو میشود، ضخامتی کمتر از یک هزارم اینچ و ظاهری به رنگ خاکستری مات دارد.
حذف پوستههای مرحله اول
در ابتداییترین بخش خط اسید شویی، حتی قبل از قیچی و جوشکار، دو دسته غلتک وجود دارد که سه تای آنها زیر ورق و دو تا بالای ورق هستند. اینها با یکدیگر تشکیل مش میدهند تا بتوانند ورق را محکم نگهدارند. “هموارگر کلاف بازکن” سرِ کلاف را به سمت بخش جوشکاری حرکت میدهد و در نهایت باعث میشود که ورق را از حالت گرد (حالتی که بر اثر کلاف شدن به خود گرفته است) شده به حالت تخت تبدیل شود و پوستههای درشت و برجسته را بر اثر اعمال فشار خرد میکند.
عملیات مداومسازی
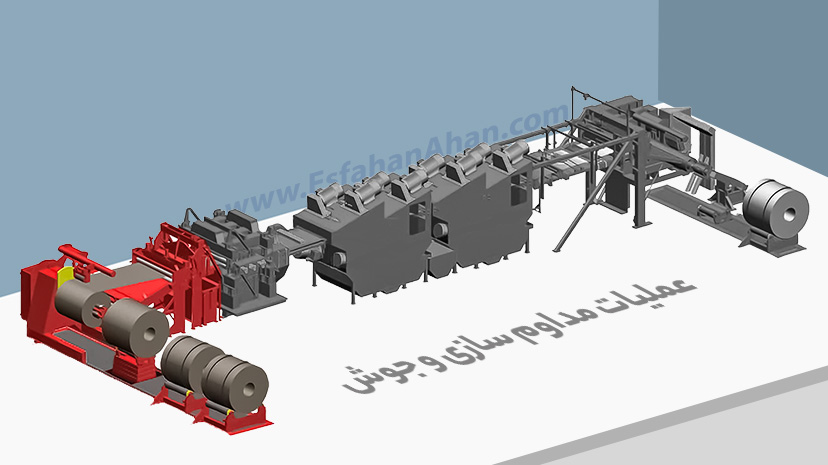
ماهیت پیوسته خط اسید شویی نیازمند آن است که کلافها، از سر و ته، به یکدیگر متصل شوند. برای انجام این کار، قیچی فلز بر هیدرولیکی موجود در لبهٔ ورودی، یک بخش از هر دو سر کلاف را برش داده و بهصورت مربعی در میآورد و پوششهای بیرونی آسیب دیده را از بین میبرد. بهمنظور تسریع آماده سازی کلافها، بلافاصله پس از برش نوار، و قبل از اینکه لبهٔ بالایی بر روی خط اسید شویی بارگیری شود، خودِ لبهٔ بالایی قیچی میشود.
سرِ کلاف بعدی که باید بارگیری شود، مماس به ته کلاف آخر قرار دارد و با یک جریان ولتاژ بالا خط اتصال دو کلاف را ذوب میکند. هر دو ورق بهصورت هیدرولیکی تحت فشار قرار میگیرند و بهواسطهٔ جوش لب به لب به یکدیگر متصل میشوند. میزان جریان اعمال شده و مقدار زمان مجاز برای هر فرآیند، بهعنوان “دستورالعملهای” مختلف از قبل در یک کامپیوتر برنامه ریزی شده است.
این فرایند ممکن است به بیش از صد حالت انجام پذیرد و ابعاد و گرید فولادی که جوشکاری میشود، تعیین کنندهٔ آن است که کدام یک بکار گرفته میشوند. بلافاصله پس از جوشکاری، ابزار برش، پلیسههایی که بر اثر فرایند جوش لب به لب ایجاد شدهاند را برش میدهند.
پایداربودن جوش بین دو ورق طبیعتاً بسیار مهم است، چرا که در صورت شکسته شدن ورق بر روی خط اسید شویی، تعمیر آن بسیار وقتگیر خواهد بود. به همین دلیل، با توجه به ترتیب زمان بندیها، محدودیتهای خاصی اعمال میشود تا جوش های بین کلافهایی با ابعاد و ترکیبهای مختلف را محکم نگه دارد.
فرآیند اصلاح و پوستهگیری ورق
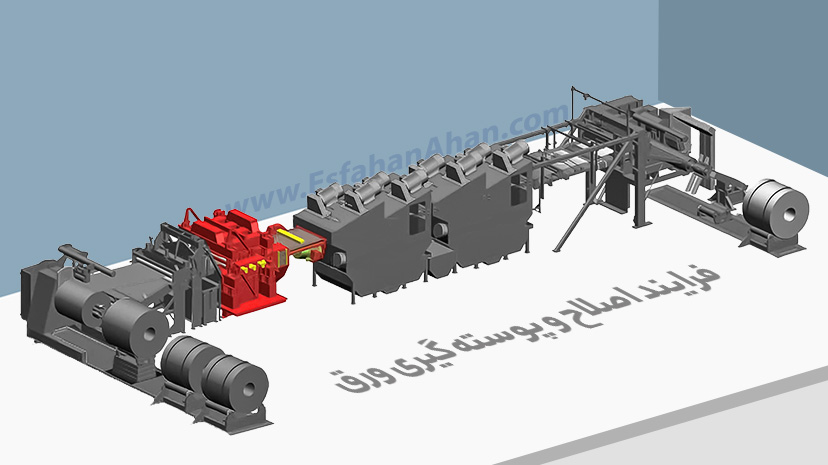
قبل از ورود به بخش وان اسید، یک دستگاه موج شکن وجود دارد که همراه با 7 غلتک با اعمال فشار و کشش از بالای ورق میزان تختی ورق را بهبود میبخشد. با عبور ورق از این دستگاه پوسته های سطحی باقی مانده از فرایند نورد گرم که در مرحله اول حذف پوسته از بین نرفته بودند، از بین میروند تا ورق بدون پوستههای برجسته کوچک وارد وان اسید شویی شود.
همچنین این مرحله باعث میشود که محل جوش داده شده در مرحله قبل نیز با ورق هم سطح شود و در فرایند ایجاد اختلال ننماید.
وان اسید شویی
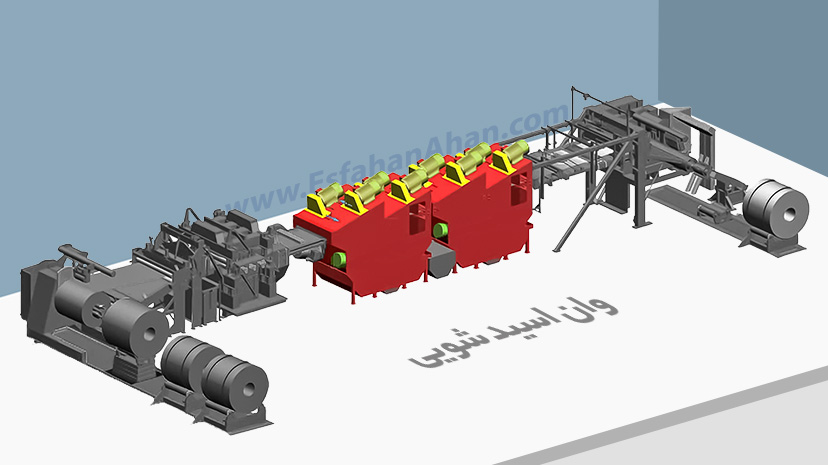
مرکز خط اسید شویی را وانهای اسید تشکیل میدهند که از چهار مخزن پشت سر هم تشکیل شده است. این مخازن حاوی اسید هیدروکلریک با غلظتی بین 2 تا 10 درصد هستند و در دمایی بین 82 تا 93 درجه سانتیگراد نگهداری میشوند. بهمنظور جلوگیری از حمله اسید به فولادِ زیرِ پوسته (فلز پایه)، بازدارندههای شیمیایی را به این ترکیب اسیدی اضافه میکنند.
ورق فولادی، بخش وان اسیدی را با سرعت 164.5 متر بر دقیقه پشت سر میگذارد و سپس با افشانههای آب شسته شده و با هوا خشک میشود و در نهایت ورق اسید شویی تمیز با رنگی نقرهای و مات به دست میآید.
در دو سر ورودی و خروجی مخازن اسید از آکومولاتور استفاده میشود (آکومولاتور باعث حفظ فشار بر روی اسید موجود در وانها شده و یکنواختی سطح اسید موجود در مخازن را تضمین میکند تا از تلاطم و کاهش یا افزایش میزان اسید جلوگیری شود.) تا اسید شویی فولاد در وان های اسیدی بدون وقفه ادامه یابد و هم زمان با ورود کلافها روی خط اسید شویی و برداشتن آنها از روی خط، ورقها با سرعت ثابت شسته شوند.
این امر هم برای حفظ بهره برداری، و هم برای جلوگیری از لکه دار شدن ورقها، که ممکن است هنگام توقف بین وان های اسید و خشک کننده هوا رخ دهد، ضروری است.
بخش برش و بازرسی
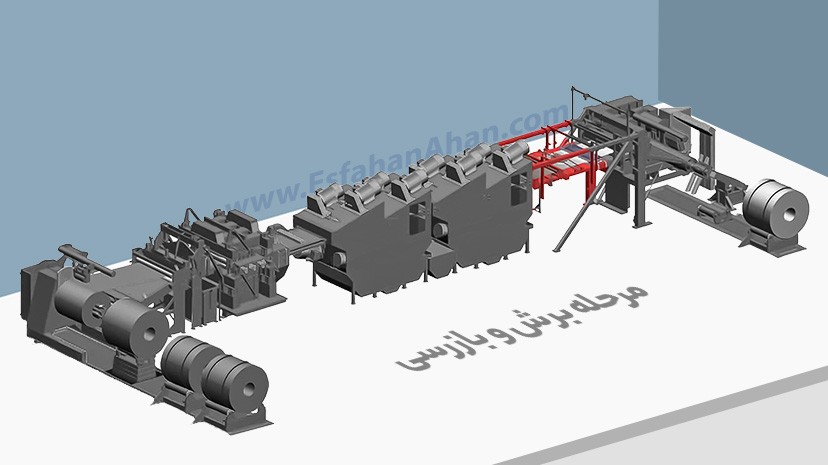
در صورت نیاز، در انتهای خروجی خط اسید شویی، لبههای ورق اسید شویی شده بهوسیلهٔ تیغههای مخصوص بریده میشوند تا محصولی با لبههای تمیز و عرض یکنواخت ایجاد شود. معمولاً برش لبهها در خط اسید شویی حدود 31.75 میلی متر از دو طرف ورق را حذف میکند. با این حال، در صورت لزوم، مقدار 19.05 میلیمتر تا 50.8 میلیمتر را نیز میتوان برش داد.
بین بخش برش و روغن زنها، یک بخش ویژه برای بازرسی وجود دارد که دارای یک حسگر مجهز به اشعه ایکس است. کیفیت سطح بالا و پایین ورق اسید شویی شده بهعلاوهٔ یکنواختی آن در این بخش تأیید میشود و همچنین برای بررسی یکنواختی پهنای سر و ته هر کلاف، از نوار مندرج استفاده میشود تا از کیفیت خروجی ورق اطمینان حاصل شود.
پرداخت نهایی و کلافکردن ورق اسید شویی
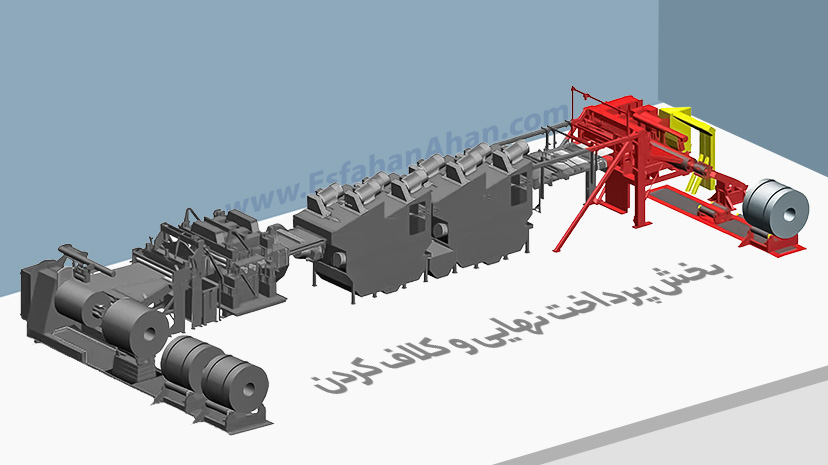
بهوسیلهٔ روغن زن الکترواستاتیک، روغن بر روی سطح ورق اسید شویی شده پاشیده میشود. برای انجام این کار، این روغن زنها از بارهای الکتریکی استفاده میکنند تا درست قبل از بازگشت ورق به حالت اولیه (کلاف)، روغن روی سطح ورق جذب شود.
روغن زن یک لایه محافظتی از روغن باکیفیت را بر روی ورق اسید شویی شده میپاشد تا از زنگ زدن آن تا زمان خرید فولاد توسط مشتری و یا ورود به خط نورد سرد، جلوگیری کند. این عمل ممکن است تا بیش از شش ماه بتواند از ورق محافظت کند.
سپس ورق اسید شوی شده مجدداً کلاف میشود و پس از کامل شدن کلاف ابتدا منطقه مربوط به جوش بین دو ورق که در ابتدای خط ایجاد شده بود با قیچی هیدرولیکی بریده میشود و پس از پایان کار یک جفت نوار فولادی مستحکم به اطراف محیط کلاف بسته میشود. با توجه به نیاز ممکن است این ورق برای فروش یا ورود به فرایند تولید ورق روغنی ارسال شود به همین دلیل نوع بسته بندی در این مرحله ممکن است کمی متفاوت باشد.
تهیه و خرید ورق اسید شویی:
برای خرید ورق اسید شویی در ابعاد مختلف میتوانید با شرکت اصفهان آهن در تماس باشید. شرکت بازرگانی اصفهان آهن از سال 1378 با دیدگاهی متفاوت در صنعت آهن و فولاد کشور فعال است و ارائه محصولات و به دلیل ارائه خدمات و محصولات با کیفیت، بهعنوان یک منبع مطمئن، قابل اتکا و برتر در این عرصه شناخته شده است.
این مجموعه با فراهم نمودن بستری جدید و متفاوت در زمینهٔ خرید و فروش در حوزه آهن آلات به صورت آنلاین و کسب رضایت مشتری به همکاری و تعامل مستمر و بلند مدت با مشتریان میاندیشد. در این راستا شرکت بازرگانی اصفهان آهن موفق به دریافت استانداردهای بینالمللی از جمله گواهینامههای، مدیریت کیفیت ISO9001 و رضایتمندی و بررسی شکایات مشتریان ISO10002 گردیده است. پس بدانید، اگر در حوزه فعالیت خود نیاز به خرید یا فروش انواع محصولات فولادی وجود دارد، ما همراهی مطمئن برای شما هستیم.
امیدواریم توانسته باشیم به طور کامل فرایند تولید ورق اسید شویی را برای شما شرح دهیم. در صورتی که سوال یا تجربهای در این زمینه دارید، خوشحال میشویم که آن را از بخش دیدگاههای انتهای همین مطلب با ما و سایر کاربران دانشنامه اصفهان آهن در میان بگذارید. برای اطلاع از قیمت ورق اسید شویی به سایت اصفهان آهن مراجعه کنید.
یک پاسخ
خیلی عالی