
فرایند تولید سیم مفتول از این جهت حائز اهمیت است که پس از تولید طیف وسیعی از محصولات فولادی از آن مشتق میشوند. مفتولها به دلیل گذراندن فرآیند نورد طولانی ، بهعنوان محصولاتی با روند ساخت متوالی شناخته میشوند.
علاوه بر این ازآنجاییکه محصولات نهایی برای مصارف متعددی مورداستفاده قرار میگیرند، تلاش برای بهینهسازی فرایند تولید همگام با نیازهای مشتریان بهطور مستمر اجرا میشود.
تا به امروز، هر نورد خاص که متعلق به محصولات مفتولی است، با معرفی امکانات تصفیه حرارتی درونخطی و توسعه فناوری تولید مفتول با قطر کم و سیستم چرخش کنترلشده باهدف حذف مراحل خاص پردازش بهعنوان هدف نهایی کارخانههای تولیدی مفتول بوده است.
جهت بهبود بهرهوری و صرفهجویی در مصرف انرژی در مهر و مومهای اخیر، در میان رقابت شدید فزاینده با تأمین کنندگان خارج از کشور و باهدف ایجاد رقابت قویتر در کیفیت محصول از طریق بهبود کیفیت دقیق و متالورژی محصول، تلاشهایی برای بهبود تجهیزات و بهره برداریها صورت گرفته است.
در این مقاله موارد فوق طی مراحل ذیل در شرکت تولید محصولات مفتولی بررسی شده است:
(2) بازسازی نورد محصولات مفتولی، (3) خط نورد غلتکی سه محوره پر فشار، (4) نورد پیوسته محصولات مفتولی
2. بازسازی کارخانه نورد محصولات مفتولی
کارخانه محصولات مفتولی بهعنوان نورد مجهز به بلوکهای نورد بدون چرخش نصب شده بر روی هر چهار ردیف و یک نورد بسیار کارآمد که قادر است همزمان اندازههای مختلفی از محصولات مفتول فولادی را تولید کند.
اخیراً، در سال 2008، نورد واسطهای جدید (نورد پیش پایانی – (PFB معرفیشده و پیشرفت قابل توجهی در دقت ابعادی حاصل شده است. در حال حاضر کارخانه در حال تحقق کیفیت و کارایی بالایی در تولید محصولات فولادی است.
2.1 پیش زمینه
کارخانه تولید محصولات مفتولی بهعنوان یک نورد بسیار کارآمد متشکل از یک کارخانه نورد موازی چهار مرحلهای موازی با غلتکهای خط اول با 13 ایستگاه، دو نورد میانی دو مرحلهای بهموازات یکدیگر شروع به کار کرد. نورد بدون چرخش با 10 ایستگاه نورد نصب شده در هر یک از چهار مرحله طراحی شده است.
از زمان شروع بهره برداری از نوردها، از طریق اقداماتی مانند تعویض کوره گرمایش به نوع بستر متحرک و تحقق کاهش عیوب سطحی، پیشرفتهایی در کیفیت و ارتقاء محصولات مفتولی حاصل شده است. سرعت تولید از طریق تعویض موتورهای نورد پایانی و ماشینهای حلقه کننده سیم مفتول جدید در مهر و مومهای پیش و از طرف دیگر با بهکارگیری دستگاههای جدید کنترل کارخانههای نورد بهعنوان یک تغییر کلی، افزایش یافته است
شروع کار خط تولید مفتول، با تغییرات در ابعاد غلتکها و تعداد ایستگاههای نورد که همزمان بهطور مشخص در نورد چندمرحلهای انجام میشود، همچنان بهعنوان یک مشکل کیفیت باقی مانده است.
در مهر و مومهای اخیر، نیازهای مشتری برای دقت ابعادی بسیار جدیتر شده است و برای رعایت چنین نیازهایی، تصمیم بر این شده است که نوسازی خط نورد مفتول را به همراه تغییرات چشمگیر در چیدمان ایستگاههای نورد، انجام دهند.
طرح نهایی انتخاب شده عبارت است از استفاده از نورد تک مرحلهای برای کارخانههایی که دارای نورد میانی در هر چهار مرحله هستند تا دوباره بتواند تأثیر تغییر در تعداد نورد همزمان در مرحلهها را افزایش دهند. علاوه بر این، طرح بهکارگیری نورد سه غلتکی مناسب برای نورد با دقت بالا بهعنوان نورد جدید انتخاب شد.
2.2 طرح کلی و ویژگیهای نورد پیش پایانی- PFB
بهعنوان یک نورد جدید، دو ایستگاه از نورد سه غلتکی انتخاب شد (شکل 1). ویژگی اصلی نورد سه غلتکی توانایی آن در کنترل کردن تغییرات ابعاد مفتول بین سه غلتک شیار دار است که کل محیط یک محور نورد را میچرخاند و از این طریق ناهمواری سطح مفتول را در مقایسه با یک نورد معمولی دو مرحلهای معمولی کاهش میدهد (جدول 1)
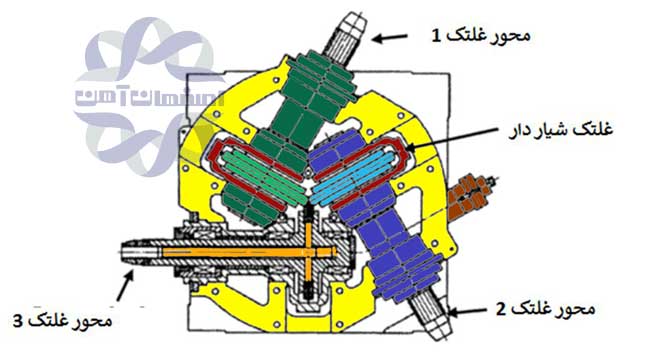
شکل 1- غلتک سه محوره نورد مفتول
جدول 1: مشخصات نورد پیش پایانی
| نوع نورد | غلتک سه محوره |
| ظرفیت موتور | AC 450 kW |
| تعداد پاس نورد | 2 pass (reducing 2 pass) |
| ابعاد محصول | 15–19 mmφ |
| سرعت نورد | Max. 9 m/s |
| دمای نورد | Min. 920 ˚C |
| قطر غلتک | 215 mmφ |
| تنظیم فاصله غلتک | بهطور دستی |
| تولید کننده | Kocks GMBH & Co. (Germany) |
2.3 ساخت خط نورد محصول مفتولی
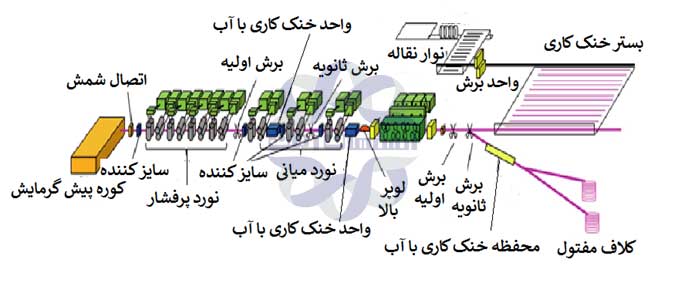
برای معرفی نورد جدید، از آنجا که میبایست نوردهای جدید برای چهار مرحله در یک فضای محدود طراحی میشدند، کلیه تأسیسات بین نورد اول میانی موجود و نوردهای نهایی موجود جابجا شدند (شکل 2 و 3).
جهت تغییر جهت خطوط نورد تا 90 درجه بین خط غلتکی اول موجود، ایستگاه نورد دوم میانی 90 درجه تغییر یافت و یک حلقه میانی در موقعیت خم شده هر خط عبوری نصب شد تا تغییر سرعت را جذب کند. پس از دومین خط نورد بین واسطهای، خط عبور مجدداً 90 درجه منحرف شد تا به یک محفظه خنک کننده میانی با آب که برای کنترل ابعاد مفتول تولیدی نصب شده بود هدایت شود و سپس به نورد پایان برسد.
یک خط حلقوی بین نوردهای میانی تازه نصب شده و نورد نهایی برای جذب سرعت مورد نیاز است. از آنجا که خط عبور مستقیم تنظیم شده است، یک حلقه جانبی نیز نصب شده است. یک برش دهنده محصول مفتولی برای استفاده مجدد در موقعیت بالادست خط عبوری جایگذاری شده است تا فضایی برای نصب ایستگاه نورد خاتمه دهنده فراهم شود. برای تغییر ایستاده، روشی با استفاده از جرثقیل معلق تک پایه به کار گرفته شد چرا که فضایی برای ایستادن ماشین تغییر ایستاده در دسترس نبود.
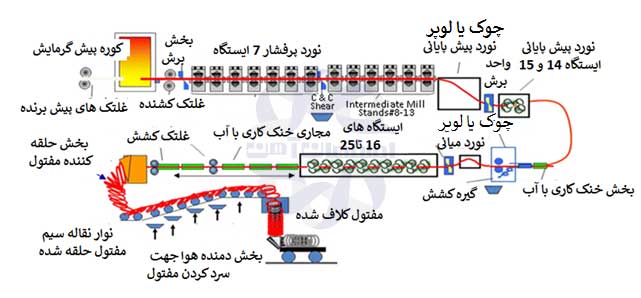
شکل 2: نمودار نورد محصولات مفتولی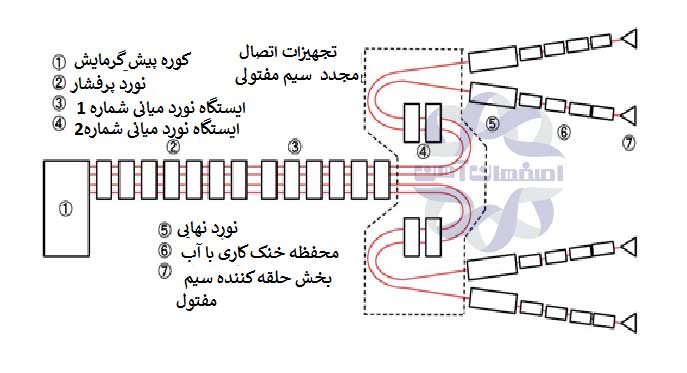
شکل 3- نمودار نورد میانی بعد از بازسازی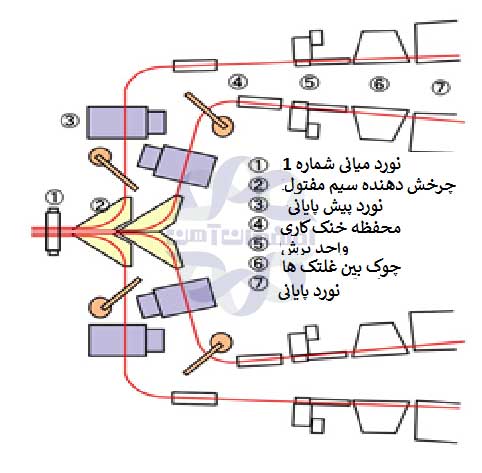
2.4 بهبود در دقت ابعادی
اکثر قطعات کوچک و دقیق برای مصارف ماشین آلات و خودروها که شامل پیچها و امثال آن میشوند با روش فورج سرد تولید میشوند و دقت بسیار بالای ابعاد سیمهای مفتولی تولید شده و مورداستفاده در ساخت آنها لازم است.
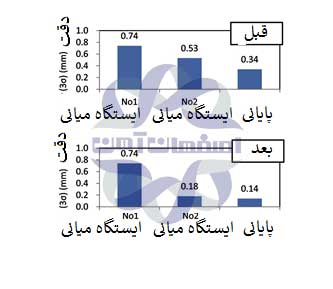
در کارخانه نورد مفتول، تلورانسی حدود 0.34 میلیمتر (برای قطر محصول مفتولی تا 15 میلی متر) حد قابل قبولی بوده و نورد قادر به مطابقت با نیازهای فزاینده مشتریان نبود. از آنجا که چهار نورد در بخش پر فشار و میانی استفاده میشود، تلورانس ابعادی که بهاندازه 0.74 میلی متر میرسد که به دلیل تأثیر تعداد متفاوت فرآیندهای نورد موازی همزمان است.
بهطور معمول، نوسانات بزرگ در ابعاد نمیتوانست توسط نورد واسطه دوم و نورد پایانی از بین برود. پس از تجدید طراحی خط نورد، بهخصوص در نورد میانی دوم در کارخانههای تولید مفتول که غلتک سه محوره در آن معرفیشدهاند، کاهش چشمگیر نوسان ابعادی با موفقیت حاصل شد و ساختار تولید برای محصولاتی با تلورانس ابعادی 0.15 میلی متر برای قطر محصول مفتولی تا 15 میلی متر تولید شده است (شکل 4).
شکل 4: نتایج بهبود در دقت ابعادی
2.5 بهبود بهرهوری
یکی از ویژگیهای مهم کارخانه نورد جدید محصولات مفتولی که بدین ترتیب معرفیشدهاند این است که کثرت در اندازه محصول در طیف گستردهتری تنها با عبور از یک سری از غلتکهای معمولی از بین گذرگاههای رول تولید شدهاند زیرا ناهمواری سطحی مفتول کمتر شده است.
با استفاده از این ویژگی تا حداکثر میزان ممکن، ادغام بیشتری در سری غلتکها در اولین خط نورد واسطهای امکان پذیر شد. قبل از معرفی نورد جدید، سه سری پاس غلتک در اولین کارخانه نورد میانی وجود داشت. در نورد مواد مختلف فلزی باکیفیت و اندازه متفاوت محصول مفتولی در نورد همزمان، بازدارندههایی که مانع بهرهوری هستند وجود داشته است.
با این حال، پس از معرفی نورد جدید، مجموعهای از غلتکهای 3 محوره به کار گرفته شد و موانع به دو مورد کاهش یافت و از این رو میتوان پیشرفت چشمگیر در بهرهوری را به دست آورد. زیرا اصلاحات مجدد در نورد مواد باکیفیت مختلف مفتول فولادی و اندازههای مختلف در نورد همزمان کاهش مییابد. با این کار، ثبات شدیدی در بهرهوری حاصل شده است. با معرفی نورد جدید به کارخانه تولید مفتول مجهز به نورد میانی دوم، پیشرفت در دقت ابعادی حاصل شده است.
3. معرفی کارخانه تولید مفتول با غلتک سه محوره با استحکام بالا
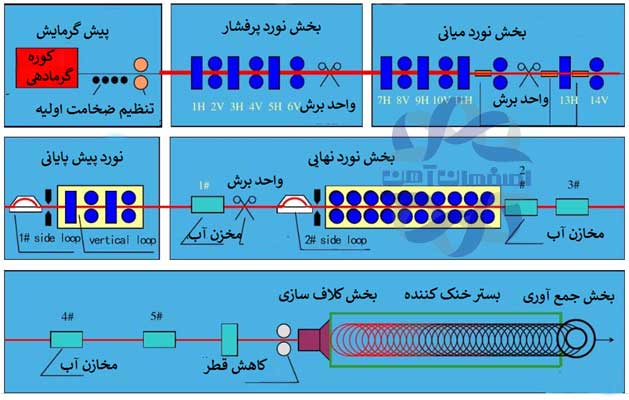
کارخانه مجهز به غلتکهای 3 محوره یک کارخانه نورد کاملاً مداوم تک مرحله است که مفتولهای مستقیم و کلاف تولید میکند (شکل 5، جدول 2) که شامل سه مرحله نورد پایانی است
کارخانههای باهدف بهبود بهرهوری، کاهش هزینه تولید و بهبود مطابقت با نیازهای مشتری مانند کاهش هزینه در نیازهای آنها، کاهش هزینه در تولید داخلی آنها، حذف برخی مراحل ازجمله پردازش در خطوط تولید محصول مفتولی به غلتکهای جدید مجهز شدند. که هدف نهایی کوتاه کردن زمان تحویل بوده است و در این مقاله طرح کلی و نکات فنی تمدید مجدداً بیان شده است.
3.1. پیش زمینه
کارخانه تولید مفتول که برای تولید مفتول فولادی درجه تجاری استفاده میشود، بهطور معمول بهعنوان یک کارخانه نورد برای محصولات مفتولی باکیفیت بالا مورد شناخته میشود و شامل (8 خط نورد غلتک پرفشار، 4 خط نورد میانی و 4 خط نورد غلتکی نهایی) هست که توسط تولید کننده ساخته شده است.
در دهه 1980، کیفیت مناسب محصولات به سمت کیفیت ویژه فولاد باارزش افزوده بالا تبدیل شد و برای دستیابی به این هدف، در سال 1986، کارخانه نورد غلتکی سه محوره (اعمال شده بر روی محصولاتی از قطر 13-70 میلی متر) برای اولین بار در ژاپن در خط نورد به کار گرفته شد. بعداً، در سال 1996، کارخانه نورد غلتکی سه محوره با اضافه کردن یک ایستگاه بهبود داده شد، که هدف آن بهبود کیفیت محصول و قابلیت تولید پذیری و کاهش هزینه تولید بود.
از آنجا که نیازهای مشتری بهطور فزایندهای پیشرفتهتر شده است (مانند نیاز به محصولات با قطر بزرگتر و بدون تغییرات در کیفیت)، برای نورد پایانی سه محوره که تقریباً 20 سال پیش نصب شده است، بهطور گستردهای حفظ کیفیت محصولات مفتولی دشوار شده است. برای رعایت آنها برای اینکه بتوانیم نیازهای مشتریان را برآورده کنیم و در بهرهوری و کاهش در هزینه تولید بهبود پیدا کنیم، تصمیم گرفته شد نورد پایانی را با خط نورد سه محوره از آخرین طرح اصلاح کنند.
کارخانه میلگردهایی به قطر 8-32 میلی متر و مفتولهایی کلاف به قطر 8-20 میلی متر تولید میکند. پس از حمل و نقل از نورد، این مفتولهای مستقیم و / یا مفتولهای موجود کلاف تولید میشوند تا محصولات نهایی (اتصال دهندهها، شفتها، توپیها، میل لنگ ها و غیره) که از نظر خصوصیات بهعنوان قطعات ماشین آلات بعد از مراحل مختلف تولید مانند ماشینکاری، عملیات حرارتی، کشش، فورج و برش در طی فرآیند تولید ساخته شده و توسط مشتریان استفاده میشوند.
زیرا آنها خواستار بهبود در مواردی همچون کاهش قیمت مواد، کاهش هزینه تولید در خط پردازش خود، حذف برخی مراحل خاص پردازش و کوتاه شدن زمان تحویل و غیره بودند و این خواستهها سال به سال قویتر میشدند.
با احتساب نیازهای مشتریان، موارد زیر بهعنوان اهداف معرفی نورد سه محوره بهعنوان جدیدترین طرح پیش بینی شده در نورد مفتول است.
شکل 5: نمودار تولید محصولات مفتولی با غلتک سه محوره
| جدول 2 مشخصات نورد پیوسته | |
| نوع نورد | نورد با غلتک سه محوره |
| ظرفیت موتور | DC 1 200–2 100 kW |
| تعداد پاس نورد | 4 pass (reducing and sizing) |
| ابعاد محصول | 8–120 mmφ |
| سرعت نورد | 1 300 rpm |
| قطر غلتک | 435 mmφ |
| تنظیم فاصله بین غلتک | کنترل از راه دور |
| تولید کننده | Kocks GMBH & Co. (Germany) |
1: دستیابی به بهرهوری بال
• ادغام مجموعهای از پاسهای غلتک (برنامه عبور) با داشتن مزیت نورد با اندازه دلخواه
• کوتاه کردن زمان تغییر اندازه با ادغام یک سری پاسهای غلتک
• با ادغام یک سری از غلتکها، کاهش در هزینه مواد مانند غلتکها، محورها و غیره
2: تأثیر در کاهش تنوع کیفیت
• افزایش دامنه کاربرد غلتکها (قطر تا 120 میلی متر) و بهبود دقت ابعادی کلیه محصولات.
• تثبیت نورد کنترلشده
• سازگاری با تولید محصولات با اندازه متوسط با بهره گیری از نورد در اندازه آزاد
3: کوتاه شدن زمان تحویل، انطباق برای تولید محصولاتی با قطر پایین
• اتخاذ برنامه نورد چندمرحلهای با بهره گیری از بهرهوری بهبود یافته
• تطبیق با بهره گیری از نورد بهبود یافته، از تولید محصولات با قطر کم
3.2 ویژگیهای غلتک سه محوره نورد با استحکام بالا:
سه مورد زیر ویژگیهای اصلی نورد سه غلتکی با استحکام بالا است.
1) محصولات با قطر 8-20 میلی متر قابل نورد است.
2) نورد در اندازه آزاد امکان پذیر است.
3) محصولاتی با بهبود تغییرات در کیفیت تولید میشوند. بهویژه، “نورد در اندازه آزاد” روشی است که قادر به تولید محصولات در اندازههای مختلف با تغییر ساده شیار بین غلتکها در همان نورد است و روشی بسیار مؤثر در مطابقت با موضوعاتی مانند کوتاه شدن زمان تغییر اندازه، تولید محصولات با اندازه متوسط، اتخاذ نورد چند چرخهای، تولید قطعات کوچک و کاهش در هزینه مواد است.
اگرچه تولید با استفاده از این ویژگیها توسط کارخانه نورد سه چرخه قدیمی انجام شده بود، به دلیل پیچیدگی ساختار مکانیکی آن، مقاومت نورد کم شده و محدودیتهایی را بر روی غلتکهای کنترلشده و دقیق مفتولهای با قطر بزرگ اعمال میکرد. همانطور که گفته شد دامنه ابعاد مفتول در خواستی محدود است. در طرح نوسازی نورد، دستیابی به سطح رقابت برتر جهانی باهدف از بین بردن چنین محدودیتهایی صورت گرفته است.
3.3 اثرات به دست آمده توسط اعمال تغییرات جدید در نورد با غلتک سه محوره
3.3.1 دستیابی به بهرهوری بالا
با توجه به کاربردهای مفتول در ابعاد بزرگ، شیار غلتک نهایی که برای هر اندازه مفتولهای بزرگ در خط نورد نصب شده بود غیرضروری شده است و علاوه بر این، در نتیجه ادغام فیدرها با نورد در اندازه آزاد، برنامهها ساده شدهاند، (مجموعهای از غلتکها) و تعداد غلتکهای شیاردار عبوری مورد نیاز در دو خط نورد پر فشار پس از بازسازی از 57 عدد به 31 عدد کاهش یافته است.
در مورد زمان تغییر اندازه غلتکها برای اندازههای قطر بزرگ، برای مثال، زمان تغییر اندازه مورد نیاز برای دو غلتک بالا برای محصولاتی از 8 تا 83 میلی متر 5 دقیقه قبل از اصلاح بود، اما زمان تغییر اندازه در طرح جدید تا یک دقیقه کاهش یافته است
زیرا پس از بازسازی تنها تنظیم فاصله بین نورد با غلتک سه محوره با کنترل از راه دور مورد نیاز است. علاوه بر این، زمان تغییر اندازه کل قبل و بعد از بازسازی در شکل 6 نشان داده شده است. بهعنوان یک اثر بازسازی، کوتاه شدن اندازه زمان تغییر زمان 31٪ نسبت به قبل از بازسازی تغییر یافته است.
3.3.2 اثرات در کاهش تغییرات کیفیت
در مورد دقت ابعادی محصولات تولیدی با قطر 8.0-120.0 میلی متر، با استفاده از نورد دقیق در نوردهای نورد سه محوره جدید، دقت بالایی از قبیل موارد زیر به دست آمده است. برای محصولات با به قطر کمتر از 7.0 میلی متر دقتی معادل 0.1 میلی متر، برای محصولات به قطر 7.0 تا 10.0 میلی متر و برای محصولات با سایز بالاتر از 10.0 میلی متر دقتی معادل 0.20 میلی متر (شکل 7 و 8) به دست آمد.
علاوه بر این، در مورد دقت ابعادی هنگام استفاده از نورد در اندازه آزاد، دقت بالایی از محصولات به شرح زیر به دست آمده است. دقت 0.2 ± میلیمتر برای محصولات با قطر کمتر از 7 میلیمتر و دقت 0.3 ± میلی متر برای محصولات با قطر بیش از 7.0 میلی متر.
شکل بر اساس این نتایج، این امکان پذیر است که کارخانه مفتول بتواند با استفاده از فناوری سایز نورد، محصولات اولیه را با ابعاد 8.0-120.0 میلی متر تولید و با استفاده از نورد کششی بتواند مفتول با ابعاد دلخواه را تولید کند.با این کار، یک ساختار تولیدی که سهم بزرگی در حذف برخی از مراحل خاص نورد و اثبات عملکرد در خطوط تولید طبق نیاز مشتریان است، تأسیس شده است.
علاوه بر این، در مورد غلتک کنترل کننده در کارخانه مفتول، ساختار میکرو فلزی محصول مفتولی معادل سطح تولید قبل از طراحی مجدد خط نورد به دست آمد و غلتک کنترل کننده با حفظ دقت ابعادی در همان سطح با نورد سنتی همانطور که در بالا ذکر شد در دامنه 8.0-120.0 میلیمتر محصولات مفتولی را تولید کرد.
شکل 6: زمان تغییر ابعاد کلی در طول یک ماه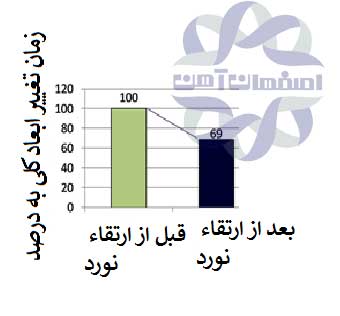
شکل 7: دادههای دقت ابعادی در محصولاتی با قطرهای بین 8 تا 120 میلیمتر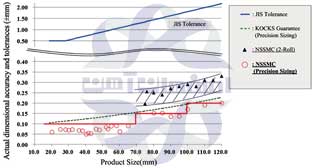
شکل 8: دادههای مربوط بهدقت ابعادی برای محصولات مفتولی تولیدی بین 8 تا 120 میلیمتر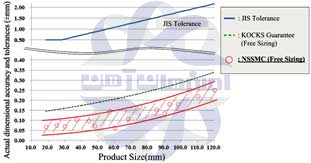
و این به اثبات رسیده است که ممکن است دقت ابعادی را حفظ کرده و ادامه روند تولید محصولات نورد کنترلشده با دقت بالاتر محقق شود. در نتیجه، علاوه بر تأثیر فرآیندهای گرمایشی که از طریق نورد کنترلشده حذف میشوند، حذف فرایندهای کشش و یا بهبود عملکرد در مقالات ماشینکاری نیز ممکن است. بنابراین، نوسازی خط نورد در کاهش بسیاری از هزینههای تولید برای مشتریان ما نقش داشته است.
3.3.3 کوتاه شدن مدت زمان تحویل، انطباق با تولیدات محصول مفتولی سایز کوچک پر طرفدار
هنگامی که نورد چند چرخه اعمال میشود، تغییر اندازه مکرر ابعاد غلتکها با سری سابق غلتکها لازم بود. بنابراین، در صورت دستیابی به اولویت میزان تولید، فقط یک ماه فرصت برای تغییر اندازه در نظر گرفته شده است و دو احتمال برای تعویض غلتک در یک ماه برای تولید با مقادیر بالا فراهم شده است.
تمرکز بر نوسازی خط نورد صورت میگیرد، با کاهش زمان صرف شده جهت تغییر اندازه غلتک، مطابقت با نورد چندمرحلهای مانند احتمال دو غلتک در ماه و / یا سه غلتک در ماه میسر است در حالی که حفظ بهرهوری گذشته امکان پذیر است. علاوه بر این، در قیاس با قبل از تجدید خط نورد، مطابقت با تولیدات مفتولی با سایز کم آسانتر شده است، این امر باعث میشود رعایت زمانهای تحویل کوتاهتر و تولید محصولات با قطر کم درخواست شده توسط مشتریان مجدداً انجام شود.
3.4 نتایج به دست آمده از تعویض غلتکهای سه محوره:
اثرات زیر توسط نورد سه محوره با استحکام بالا که در خط جدید به دست آمد:
• ادغام سری پاسهای غلتک (برنامه عبور) با بهره گیری از نورد در اندازه آزاد
• کاهش در هزینه مواد مانند غلتک بهوسیله مجموعه سری پاسهای نورد
• کوتاه کردن زمان تغییر اندازه با ادغام سری پاسهای غلتک
• بهبود در دقت ابعادی کلیه محصولات تولید شده در نورد مفتول
• با استفاده از مزیت نورد در اندازه آزاد، تولید محصولات با اندازه متوسط در کل دامنه تولید میسر است
• تثبیت کیفیت نورد در محصولات نورد کنترلشده
• اتخاذ نورد چند چرخهای و انطباق با تولید محصولات مفتولی با سایز کوچک با بهره گیری از ادغام سری پاسهای غلتک
محققین مصمم هستند با رعایت نیازهای سختگیرانهتر و پیچیدهتر مشتریان، با بهره گیری کامل از توانایی کارخانه جدید و تولید تلاشهای مستمر در جهت بهبود بهرهوری و کاهش هزینه تولید، اقدام به ایجاد رتبه برتر نورد محصول مفتولی در جهان کنند
[fvplayer id=”2″]
4- توسعه و کاربرد عملی فناوری نورد پیوسته:
در تولید مفتول نورد مفتول فرآیندی است که طولانیترین عمر عملیاتی را در بین کارخانههای تولیدی نبشی و ناودانی را در حال حاضر دارد. ژاپن در طول بهره برداری از نورد، باعث افزایش کیفیت و بهرهوری شده و همچنان به کیفیت و بهرهوری در سطح بالایی توجه میکند.
در حال حاضر، کارخانه تولید مفتول بهعنوان یک نورد چندمرحلهای در حال بهره برداری است، و فولادهای مفتولی باکیفیت بالا که توسط سیم مفتولی و با استفاده از نورد سرد باراندمان بالا تولید میشود. نورد پیوسته برای اولین بار در جهان به نورد چندمرحلهای معرفی شد که برای بهبود عملکرد و بهرهوری و افزایش آزادی در انتخاب وزن واحد کلاف مفتول در نظر گرفته شده بود. جزئیات این فناوری در این بخش معرفیشده است.
4.1 پیش زمینه:
در نورد مفتول، شمش بهطور مداوم به اندازههای تعیین شده از طریق 28 ایستگاه نورد میچرخند. قسمت انتهایی یک شمش در طول خط و بعد از چرخش باید برش داده شده و برداشته شود تا از بروز مشکلات نورد به دلیل شکل ناقص جلوگیری کرده و قسمت کنترل نشده با درجه حرارت ناپایدار را از خط نورد کنار گذاشته میشود.
علاوه بر این، برای کنترل عملکرد نورد باید فاصله خاصی بین انتهای شمشها باشد. این عوامل منجر به ضررهای ناگزیر در بازده و بهرهوری میشود. همچنین در نورد مفتول سیم، کلافهای یک تنی یا دو تنی از شمشهای دو تنی تولید میشوند. با این حال، در روند تولید مفتول مانند تولیدکننده سیم فولادی نرم برای بهبود بهرهوری خود نیاز به افزایش واحد کلاف ساز دارند.
برای به دست آوردن پیشرفت در عملکرد، بهرهوری، و افزایش آزادی انتخاب وزن کلاف، توسعه فناوری نورد پیوسته آغاز شد که در آن شمشها بهصورت خطی به یکدیگر جوش داده میشوند و بهطور مداوم نورد میشوند.

ازآنجاییکه کارخانه سیم مفتول کارخانه، کارخانه چندمرحلهای است و از جنس فولاد باکیفیت بالا بهطور عمده مفتول فولادی تولید میکند، ساخت سیستم اتصال بین شمشها به جوشکاری و فناوری جدید نیاز دارد تا با توسعه کیفیت بخش جوشکاری و افزایش کیفیت محصول، مفتول نهایی از نظر تجاری قابل قبول باشد و این هدف با یک عملیات نورد پیوسته، تنها در بین کارخانههای نورد چندمرحلهای در جهان، تحقق یافته است. در زیر شما مجموعه ماشین کلاف کننده مفتول را مشاهده میکنید.
4.2 کلیه تجهیزات
شکل 9 چیدمان نورد مفتول را نشان میدهد. دستگاه اتصال نورد بین کوره گرمایش و نورد پرفشار نصب میشود و غلتکهای گیرهای قبل و بعد از ماشین اتصال نصب میشوند. در نورد معمولی، همیشه یک فاصله ثابت بین شمش با تنظیم زمان استخراج شمش در کنترل سه بعدی کوره گرمایش و / یا با تنظیم سرعت انتقال غلتکهای گیرهای قبل و بعد از دستگاه اتصال در کنترل متوالی از نورد پرفشار در نظر گرفته میشود.
از طرف دیگر، برای پیوستن شمشها در نورد پیوسته، سرعت انتقال شمش توسط رولهای گیرهای در کناره و جلو کنترل میشود. سپس، سرعت دستگاه اتصال با سرعت انتقال شمش هماهنگ میشود و جوش دادن و اتصال بر روی انتهای شمش با دقت اعمال میشود.
با توجه به توسعه فناوری، اتصال دو شمش بدون کاهش سرعت نورد محقق شد. علاوه بر این، برای تکمیل جوشکاری در یک فضای محدود بین کوره گرمایش و نورد پرفشار، روش جوشکاری فلش لب به لب استفاده شده و جوشکاری در مدت زمان کمی اجراشده است.
پس از اتمام اتصالات، خط جوش و پلیسه تولید شده در قسمت جوشکاری توسط دستگاه پولیش برداشته میشود. پس از نورد، قسمت اتصال به جوش ردیابی میشود و مفتول در بخش اصلاح برش داده میشود تا یک کلاف با وزن مقرر تهیه شود. کل سری عملیات فوق بهصورت خودکار انجام میشود و نورد پیوسته بدون افزایش فشار کاربر اپراتورها محقق شده است.
4.3 ویژگیهای نورد پیوسته
4.3.1 کاربرد در کارخانه چندمرحلهای
نورد پیوسته در یک کارخانه تک مرحله قبلاً در شرکتهای مختلفی مورداستفاده قرار گرفته است. با این حال، از آنجا که کارخانه مفتول از نوع نورد چندمرحلهای است، باید ساخت تجهیزات جدید مورد مطالعه قرار گیرد. از آنجا که فضای بین مرحلهها محدود است، نصب یک دستگاه اتصال دهنده بر روی هر مرحله مانند مورد نورد تک مرحلهای دشوار است.
بنابراین، یک دستگاه اتصال که میتواند در سراسر مرحلههای نورد جابجا شده و قابل استفاده در هر مرحلهای از نورد باشد، بهمنظور ایجاد یک دستگاه اتصال میتواند در هر مرحله امکان جوشکاری را ایجاد کند. در طول عملیات اتصال، دستگاه جوشکاری با سرعتی همزمان با سرعت نورد حرکت میکند و پس از اتمام اتصال، دستگاه اتصال به حالت شروع برمی گردد، و در موقعیت اتصال در کنار میایستد تا عملیات جوش بعدی را آغاز کند. با تکرار این چرخه بهره برداری، نورد پیوسته در نورد چندمرحلهای محقق شده است.
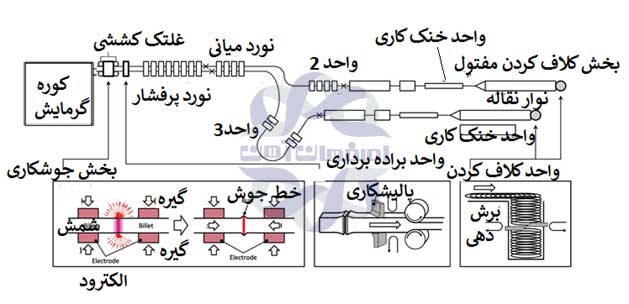
شکل 9: نمودار نورد پیوسته مفتول سیمی
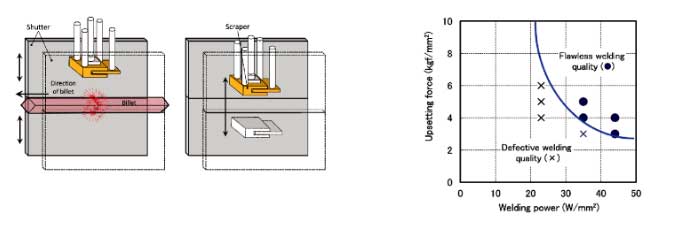
شکل 10: نمودار جوشکاری و براده برداری خط خوش شمش شکل 11: شرایط جوش
سایر موضوعاتی که وجود داشت ازجمله وقوع متقابل کنگرهای شدن است که در اتصال و براده برداری خط جوش اتفاق میافتد. روش پیوستن در نورد پیوسته جوشکاری لب به لب است و در حین پیوستن اتصال ایجاد میشود. نگرانی در مورد پلهای شدن شمش باعث ایجاد مشکلات تجهیزات و یا مشکلات کیفیت بر روی مفتول در مرحله مجاور میشود. بنابراین، برای تحقق عملکرد بدون دردسر، لازم است که از کنگره شدن جلوگیری کنید.
برای برطرف کردن این مشکلات و به حداقل رساندن تأثیر کنگره شدن تا حد ممکن، یک حائل برای محصور کردن کنگره شدن شمش و یک دستگاه براده بردار متصل به دیافراگم برای مقابله با کنگره شدن، از نوع دزدگیر بهره برداری شده و این عملکرد اتصال جوش بدون دردسر را محقق کرده است (شکل 10) هر دو دیافراگم حائل و براده بردار بهگونهای طراحی شدهاند که نمیتوانند در عملیات جوشکاری تأثیر بگذارند.
دیافراگم تنها در حین اجرای عملیات پیوستن و جوشکاری فعال میشود و براده بردار بین عملیات پیوستن فعال میشوند. علاوه بر این، هنگامی که برجستگیهای حاصل از جوشکاری در قسمت اتصال تولید میشود، وجود یک ماشین پولیش ضروری است. با این حال، از آنجا که فاصله بین جوشکاری و نورد پرفشار محدود است، تهیه یک دستگاه براده برداری جمع و جور جمع و جور ضروری است.
برای حل این مشکل، یک ماشین ساب با استفاده از نیروی اعمال فشار در نورد و یک ابزار برش توسعه داده شد. علاوه بر این، زمان بندی عملیات پولیش کاری با ردیابی بخش اتصال همزمان میشود.
4.3.2 کاربرد فولاد باکیفیت بال در تولید مفتول
در حال حاضر ساخت بخش جوشکاری برای محصول قابل تولید با فلز درجه تجاری در سایر شرکتهای تولید مفتول عملی شده است. با این حال، از آنجا که کاربرد سیم مفتول برای کاربریهایی با الاستیسیته بالا بیسابقه است، تعیین شرایط جوش از اهمیت حیاتی برخوردار است تا اطمینان حاصل شود که کیفیت بخش متصل شده با جوش بهعنوان کیفیت فرآورده مورد نیاز قابل قبول است.
برای این منظور، قدرت جوشکاری، زمان جوشکاری بر روی تجهیزات واقعی مورد آزمایش قرار میگیرد تا اجسام غیرفلزی قبل از جوشکاری از قسمت خط جوش خارج شود. بنابراین، شرایط جوشکاری فراهم میشود که امکان تولید سیم مفتولی بدون ترک را حتی برای تولید مفتول مورداستفاده در کاربریهای الاستیک میسر میکند (شکل 11 بیان گر میزان انعطاف و کشسانی جوش در حین آزمون کششی است).
2 پاسخ
خیلی مزخرف محتواشو نوشتی.نیم ساعت باید بشینی اینو بخونی آخر سر هم هیچی ازش نفهمی.محتوا باید کوتاه و مفهومی باشد و ذهن مخاطب از خواندنش خسته نشه.این یک توصیه به عنوان یک مهندس سئو بود
مقاله کاملی بود مخصوصا جدول های مفیدی داشت